TL;DR:
- Um mau guia de preparação para impressão 3D provoca frequentemente peças falhadas, apesar de um modelo pronto e de uma impressora disponível. A verificação, a reparação da malha e uma boa orientação antes do fatiamento garantem o sucesso, sobretudo em projetos multimateriais com o formato 3MF. É crucial utilizar as ferramentas certas para otimizar cada etapa, do ficheiro ao parâmetro final, para evitar erros frequentes e assegurar uma impressão de qualidade.
O seu modelo 3D está pronto, a impressora está lá e, ainda assim, a impressão falha. Este cenário é muito mais frequente do que se pensa. Um mau guia de preparação para impressão 3D é muitas vezes a principal causa de peças falhadas, suportes mal posicionados ou dimensões incorretas. Este guia prático acompanha-o passo a passo, dos formatos de ficheiro até ao fatiamento final, para que os seus projetos sejam concluídos sem surpresas desagradáveis. Quer seja um projetista profissional em SOLIDWORKS ou um amador apaixonado, cada etapa aqui abordada evita-lhe recomeçar uma impressão dispendiosa do zero.
Índice
- Pontos-chave
- Formatos de ficheiros 3D para impressão
- Diagnosticar e reparar erros de malha
- Otimizar o modelo antes do fatiamento
- Preparação final no slicer
- Erros frequentes e como evitá-los
- A minha perspetiva sobre as ferramentas de IA para a preparação 3D
- Otimize os seus projetos 3D com a Ohmycad
- FAQ
Pontos-chave
| Ponto | Detalhes |
|---|---|
| Escolher o formato certo | O formato 3MF oferece mais fiabilidade do que o STL para projetos modernos multimateriais. |
| Corrigir a malha em primeiro lugar | Um modelo não-manifold ou com buracos provoca falhas de impressão imediatas. |
| Orientar a peça de forma inteligente | Uma boa orientação reduz os suportes, melhora a superfície e diminui o consumo de material. |
| Validar no slicer antes de imprimir | Verificar a escala, os suportes e os parâmetros de material evita impressões que têm de ser repetidas. |
| Antecipar os erros desde a conceção | Escolher o material e a espessura de parede durante a modelação evita surpresas funcionais. |
Formatos de ficheiros 3D para impressão
Antes mesmo de abrir o seu slicer, o formato em que exporta o seu modelo condiciona grande parte da qualidade final. Dois formatos dominam o mercado em 2026: o STL e o 3MF.
O STL continua a ser o padrão universal. Praticamente todos os slicers e serviços de impressão o aceitam sem condições. O seu ponto fraco: contém apenas malhas geométricas brutas, sem informação sobre cores, materiais ou unidades. Esta falta de contexto gera frequentemente problemas de escala, sobretudo quando o ficheiro passa de um software para outro.
O 3MF acrescenta mais riqueza: integra metadados (materiais, cores, unidades, configuração de impressão), o que reduz fortemente os erros de escala e simplifica os fluxos de trabalho multimateriais. Para um protótipo de uma peça técnica ou uma impressão em várias cores, o 3MF é claramente superior.
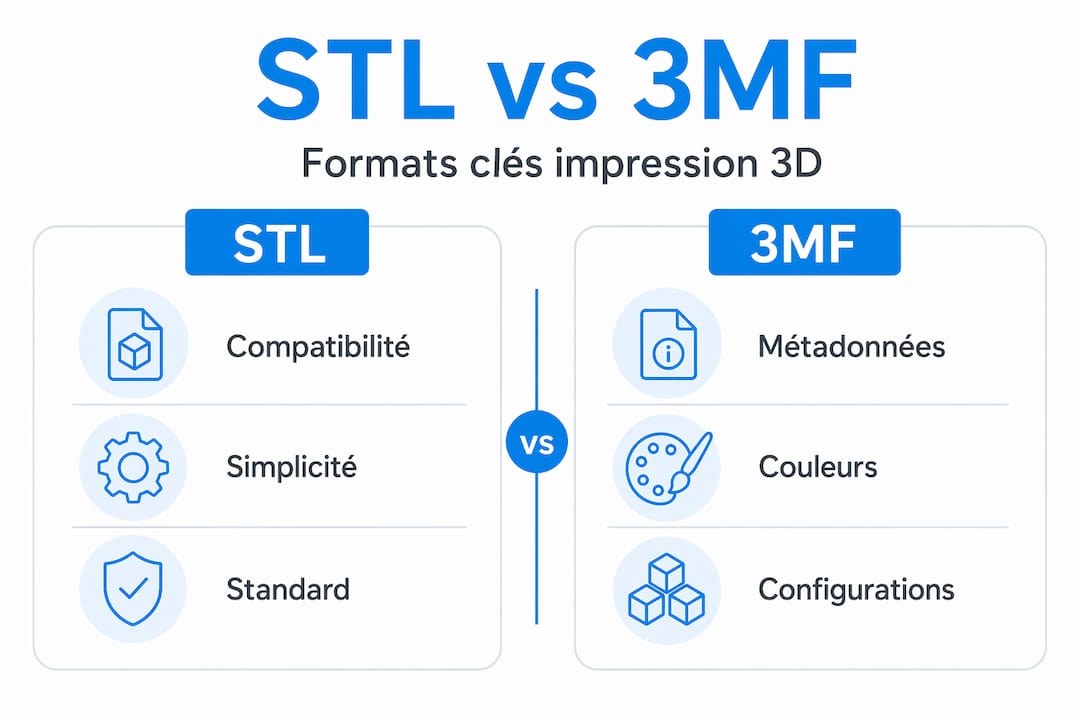
Comparação STL vs 3MF
| Critério | STL | 3MF |
|---|---|---|
| Compatibilidade universal | Muito elevada | Boa (em evolução) |
| Suporte de cores | Não | Sim |
| Gestão de materiais | Não | Sim |
| Metadados de impressão | Não | Sim |
| Risco de erro de escala | Elevado | Baixo |
| Tamanho do ficheiro | Variável | Mais compacto |
Para orientar a sua escolha: utilize o STL para um protótipo simples ou quando o serviço de impressão o exigir. Escolha o 3MF sempre que trabalhar em conjuntos, peças multimateriais ou projetos que transitam entre várias ferramentas. Para ir mais longe sobre os métodos de modelação adequados a cada formato, consulte o nosso guia sobre métodos de modelação eficazes.
Diagnosticar e reparar erros de malha
Esta é a etapa que muitos projetistas subestimam. No entanto, mais de um ficheiro STL em cada quatro apresenta erros graves, como arestas não-manifold ou normais invertidas, segundo uma análise de 2847 ficheiros. Estes erros bloqueiam ou comprometem diretamente a impressão.
Eis os quatro termos-chave a dominar:
- Watertight (estanque): o modelo está fechado como um volume sólido, sem aberturas. É uma condição necessária para que o slicer consiga calcular o interior e o exterior da peça.
- Manifold: cada aresta da malha é partilhada por exatamente duas faces. Uma aresta ligada a três faces ou mais cria uma ambiguidade geométrica que a impressora não consegue resolver.
- Normais: cada face da malha tem uma direção “exterior”. Se algumas normais apontarem para o interior, o slicer gera trajetórias incorretas ou zonas vazias.
- Buracos: faces em falta na malha deixam aberturas que o slicer interpreta como indefinidas.
A geometria estanque e manifold é indispensável para que os slicers gerem trajetórias de extrusão corretas. Um modelo que viole estas regras produz uma impressão falhada ou uma peça com zonas não preenchidas.
Fluxo de trabalho de verificação e reparação em cinco etapas
- Exportar o ficheiro com uma tolerância de superfície entre 0,01 mm e 0,05 mm para equilibrar precisão e tamanho do ficheiro.
- Analisar a malha na ferramenta da sua escolha (Polyvia3D, Meshmixer ou Blender com o módulo “3D Print Toolbox”).
- Identificar as zonas problemáticas: normais invertidas, arestas não-manifold, buracos abertos.
- Aplicar as correções automaticamente ou manualmente, consoante a gravidade e a complexidade do modelo.
- Reexportar e verificar uma segunda vez antes de passar ao slicer.
Conselho profissional: Para ficheiros confidenciais (protótipos industriais, peças patenteadas), evite ferramentas de reparação online que armazenam os seus dados em servidores de terceiros. Prefira o Meshmixer, o Blender ou o Polyvia3D em modo local para manter o controlo total dos seus ficheiros.
Otimizar o modelo antes do fatiamento
Depois de a malha estar correta, a otimização do próprio modelo condiciona a qualidade, o custo e o tempo de impressão. Esta fase é muitas vezes negligenciada por iniciantes, mas é aqui que os profissionais fazem a diferença.
Espessura de parede e tolerâncias
A espessura mínima das paredes depende diretamente do diâmetro do seu bico e do material utilizado. Regra geral, uma parede deve ter pelo menos o dobro do diâmetro do bico (ou seja, 0,8 mm para um bico padrão de 0,4 mm). Abaixo disso, o slicer pode simplesmente ignorar a parede e não a imprimir.

Pense também em escolher o material logo na fase de conceção. O PLA é simples de imprimir, mas a sua temperatura de transição vítrea, em torno de 50 °C, torna-o inadequado para peças expostas ao calor ou ao exterior. O PETG e o ASA oferecem uma resistência mecânica e térmica muito superior para peças técnicas. Esta decisão influencia diretamente as definições de impressão, as tolerâncias dimensionais e até a orientação da peça.
Orientação e gestão de suportes
A orientação ideal da peça reduz os suportes, melhora a precisão dimensional e a qualidade de superfície. Eis os princípios a reter:
- Os saliências com menos de 45° em relação à vertical imprimem-se, em geral, sem suporte.
- Colocar a superfície mais crítica voltada para cima evita marcas de suporte.
- Peças longas e finas comportam-se melhor na vertical do que na horizontal, sobretudo no caso de cilindros.
- A face de contacto com a mesa deve ser plana e suficientemente larga para garantir a aderência.
Conselho profissional: Teste várias orientações no seu slicer antes de iniciar a impressão. A maioria dos slicers modernos (PrusaSlicer, Bambu Studio, Cura) apresenta uma estimativa do volume de suporte gerado. Escolha a orientação que minimiza esse volume, e não apenas a que lhe parece lógica visualmente.
Corte do modelo para peças complexas
Algumas geometrias complexas não precisam de ser impressas num único bloco. O corte no slicer (cut tool no PrusaSlicer, por exemplo) permite imprimir as partes separadamente, eliminar suportes internos de difícil acesso e controlar as tolerâncias de montagem. Esta abordagem, bem conhecida dos engenheiros industriais, está ao alcance de todos e poupa material e tempo. Para ir mais longe, o nosso artigo sobre otimização da conceção 3D detalha casos concretos de aplicação.
Preparação final no slicer
O slicer é a sua última rede de segurança antes da impressão. Utilize-o como ferramenta de validação, e não apenas como conversor de ficheiros.
Verificações indispensáveis
- Controlar a escala e as unidades: verifique se as dimensões apresentadas no slicer correspondem às dimensões reais do seu modelo. Um ficheiro STL exportado em polegadas e aberto num slicer configurado em milímetros produzirá uma peça 25 vezes maior ou mais pequena.
- Analisar a pré-visualização do fatiamento: inspecione as camadas nas zonas críticas (saliências, detalhes finos, paredes delgadas) para detetar zonas não preenchidas ou trajetórias anómalas.
- Ajustar os parâmetros consoante o material: temperatura do bico, velocidade de impressão, altura de camada e ventilação variam significativamente entre PLA, PETG e ASA.
- Verificar os suportes gerados: certifique-se de que chegam às zonas que deles necessitam e que não interferem com as zonas estéticas.
- Exportar no formato correto: G-code para impressoras FDM clássicas, ou formato proprietário para impressoras ligadas (Bambu Lab, Ultimaker S-series).
Parâmetros-chave consoante a utilização
| Parâmetro | Protótipo rápido | Peça técnica | Peça estética |
|---|---|---|---|
| Altura de camada | 0,2 a 0,3 mm | 0,1 a 0,15 mm | 0,1 mm ou menos |
| Preenchimento | 10 a 20% | 40 a 80% | 20 a 40% |
| Perímetros | 2 | 3 a 4 | 3 |
| Suportes | Conforme necessário | Minimizar | Evitar, se possível |
A validação no slicer não deve ficar pela reparação do ficheiro: é necessário confirmar a orientação final e controlar visualmente cada zona sensível antes de enviar o ficheiro para a impressora.
Erros frequentes e como evitá-los
Mesmo um fluxo de trabalho bem afinado deixa margem para erros recorrentes. Eis os sinais de alerta e as correções a aplicar rapidamente.
- Primeira camada que não adere: muitas vezes ligada a uma escala incorreta ou a uma superfície de contacto insuficiente. Verifique o nivelamento da mesa e aumente a área de aderência (brim ou raft).
- Suportes arrancados que danificam a peça: a orientação não é a ideal, ou os parâmetros de separação dos suportes são demasiado agressivos.
- Deslocamentos de camadas (layer shifting): pode resultar de um ficheiro G-code corrompido na exportação ou de um problema mecânico, mas verifique primeiro o ficheiro de origem.
- Zonas não preenchidas ou vazios internos: sintoma clássico de um modelo não-manifold. Volte à etapa de reparação da malha.
- Dimensões incorretas na peça final: erro de unidade na exportação ou tolerância STL demasiado elevada que degrada a geometria.
A reter: Os modelos gerados por IA apresentam frequentemente topologias não-manifold, buracos e faces internas parasitas. Nunca os envie diretamente para o slicer sem passar por uma etapa de limpeza e reparação da malha.
Para qualificar os seus ficheiros antes da impressão, o guia da Ohmycad sobre a qualificação de ficheiros 3D propõe um método estruturado em cinco etapas.
A minha perspetiva sobre as ferramentas de IA para a preparação 3D
Por Victor
Tenho observado nos últimos anos uma verdadeira aceleração das ferramentas de IA aplicadas à modelação e à preparação de ficheiros 3D. A promessa é sedutora: gerar um modelo a partir de uma imagem, detetar automaticamente erros de malha, otimizar a orientação com um clique. E, honestamente, em alguns aspetos, cumpre o que promete.
Mas eis o que aprendi na prática: a topologia gerada por IA continua a ser imperfeita para impressão direta sem limpeza. Os modelos de IA em bruto contêm regularmente faces internas, geometrias não fechadas e zonas não-manifold que as ferramentas de reparação automática nem sempre corrigem corretamente. Vi isso em projetos de prototipagem rápida em que as equipas perderam mais tempo a corrigir as saídas da IA do que a modelar corretamente desde o início.
O que recomendo: utilize a IA para acelerar as fases criativas e as verificações iniciais, mas não elimine a etapa de controlo manual da malha. Ferramentas como o Blender ou o Polyvia3D em modo local continuam a ser os seus melhores aliados para validar antes de imprimir. O domínio das ferramentas de modelação de superfícies continua a fazer a diferença entre um ficheiro que imprime à primeira e outro que exige três tentativas.
— Victor
Otimize os seus projetos 3D com a Ohmycad
Preparar um ficheiro 3D para impressão é uma competência que se aperfeiçoa com a prática, mas também com as ferramentas certas. Na Ohmycad, acompanhamos profissionais e amadores no domínio das soluções CAD mais fiáveis do mercado.
A plataforma 3DEXPERIENCE na cloud centraliza os seus ficheiros CAD, facilita a colaboração entre equipas e reduz os riscos de erros associados a múltiplas versões de ficheiros. Para ir mais longe na organização dos seus dados de conceção, o nosso guia sobre organização de ficheiros CAD dá-lhe um método claro e imediatamente aplicável. Contacte a nossa equipa para um acompanhamento personalizado, adaptado às suas necessidades.
FAQ
Que formato devo utilizar para preparar um ficheiro 3D para impressão?
O formato 3MF é recomendado para projetos modernos, pois integra metadados (materiais, cores, unidades) e reduz erros de escala. O STL continua a ser relevante pela compatibilidade universal com sistemas mais antigos.
Como detetar se um modelo 3D é imprimível?
Verifique se o modelo é watertight (estanque), manifold e sem normais invertidas. Ferramentas como o Blender (3D Print Toolbox) ou o Polyvia3D permitem detetar estes erros automaticamente antes de passar ao slicer.
Porque é que as minhas dimensões ficam incorretas após a impressão?
A causa mais frequente é uma incompatibilidade de unidades entre o software de modelação e o slicer, ou uma tolerância STL demasiado elevada na exportação. Verifique se as unidades estão corretamente configuradas em ambos os softwares.
Os modelos 3D gerados por IA são diretamente imprimíveis?
Não. Os modelos de IA em bruto contêm frequentemente erros de topologia (buracos, faces internas, zonas não-manifold) que exigem uma etapa de limpeza e reparação antes da impressão.
Como reduzir os suportes de impressão numa peça complexa?
Oriente a peça para que as saliências se mantenham abaixo de 45°. Se a geometria não o permitir, utilize a cut tool no seu slicer para dividir a peça em partes imprimíveis separadamente e, depois, montá-las.