TL;DR:
- Una mala guía de preparación para impresión 3D a menudo causa piezas fallidas, a pesar de tener un modelo listo y una impresora en su lugar. La verificación, la reparación de la malla y una buena orientación antes del laminado garantizan el éxito, especialmente para proyectos multimateriales con el formato 3MF. Es crucial utilizar las herramientas adecuadas para optimizar cada paso, desde el archivo hasta el parámetro final, para evitar errores frecuentes y asegurar una impresión de calidad.
Su modelo 3D está listo, la impresora está ahí y, sin embargo, la impresión falla. Este escenario es mucho más frecuente de lo que se cree. Una mala guía de preparación para impresión 3D suele ser la causa principal de piezas fallidas, soportes mal colocados o dimensiones erróneas. Esta guía práctica le acompaña paso a paso, desde los formatos de archivo hasta el laminado final, para que sus proyectos lleguen a buen puerto sin sorpresas desagradables. Tanto si es un diseñador profesional de SOLIDWORKS como un aficionado apasionado, cada paso cubierto aquí le evita tener que reiniciar una impresión costosa desde cero.
Tabla de contenidos
- Puntos clave
- Formatos de archivo 3D para impresión
- Diagnosticar y reparar errores de malla
- Optimizar el modelo antes del laminado
- Preparación final en el slicer
- Errores frecuentes y cómo evitarlos
- Mi opinión sobre las herramientas de IA para la preparación 3D
- Optimice sus proyectos 3D con Ohmycad
- PREGUNTAS FRECUENTES
Puntos clave
| Punto | Detalles |
|---|---|
| Elegir el formato adecuado | El formato 3MF ofrece más fiabilidad que el STL para proyectos modernos multimateriales. |
| Corregir la malla como prioridad | Un modelo no-manifold o con agujeros causa fallos de impresión directos. |
| Orientar la pieza de forma inteligente | Una buena orientación reduce los soportes, mejora la superficie y disminuye el consumo de material. |
| Validar en el slicer antes de imprimir | Verificar la escala, los soportes y los parámetros de los materiales evita tener que repetir las impresiones. |
| Anticipar los errores desde el diseño | Elegir el material y el espesor de la pared durante el modelado evita problemas funcionales. |
Formatos de archivo 3D para impresión
Incluso antes de abrir su slicer, el formato en el que exporta su modelo condiciona gran parte de la calidad final. Dos formatos dominan el mercado en 2026: el STL y el 3MF.
El STL sigue siendo el estándar universal. Prácticamente todos los slicers y servicios de impresión lo aceptan sin condiciones. Su punto débil: solo contiene mallas geométricas brutas, sin información sobre colores, materiales o unidades. Esta falta de contexto a menudo genera problemas de escala, especialmente cuando el archivo pasa de un software a otro.
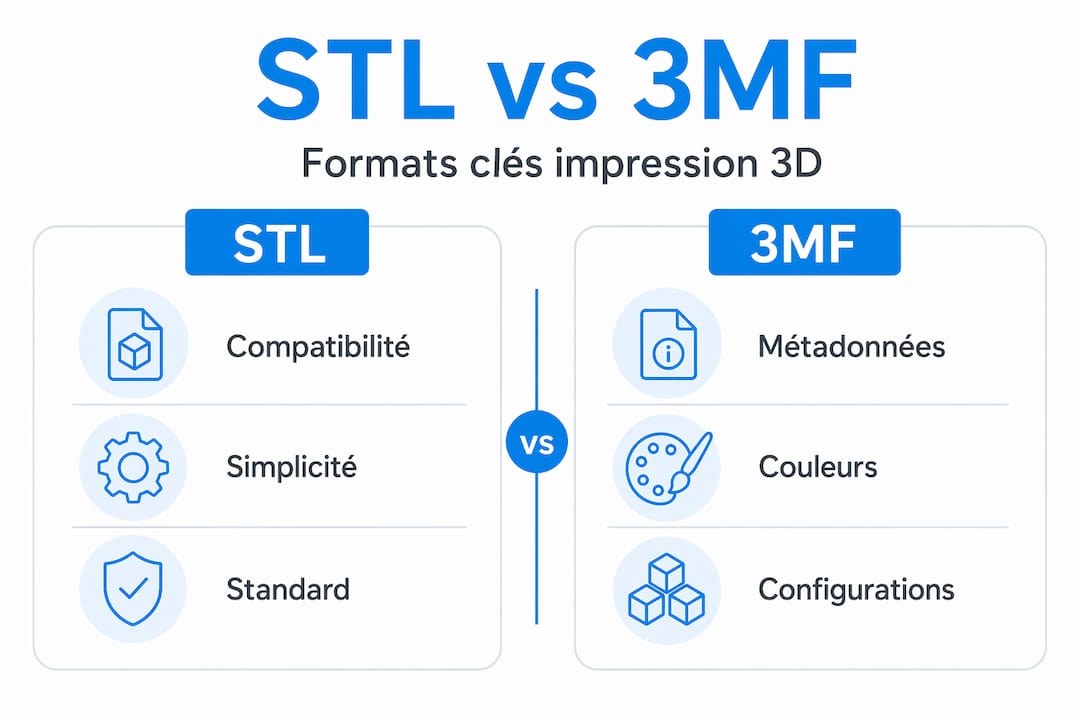
El 3MF aporta más riqueza: integra metadatos (materiales, colores, unidades, configuración de impresión), lo que reduce drásticamente los errores de escala y simplifica los flujos de trabajo multimateriales. Para un prototipo de pieza técnica o una impresión en varios colores, el 3MF es claramente superior.
Comparación STL vs 3MF
| Criterio | STL | 3MF |
|---|---|---|
| Compatibilidad universal | Muy alta | Buena (en progresión) |
| Soporte de colores | No | Sí |
| Gestión de materiales | No | Sí |
| Metadatos de impresión | No | Sí |
| Riesgo de error de escala | Alto | Bajo |
| Tamaño de archivo | Variable | Más compacto |
Para orientar su elección: utilice el STL para un prototipo simple o cuando el servicio de impresión lo exija. Elija el 3MF tan pronto como trabaje en ensamblajes, piezas multimateriales o proyectos que transiten entre varias herramientas. Para profundizar en los métodos de modelado adaptados a cada formato, consulte nuestra guía sobre los métodos de modelado eficaces.
Diagnosticar y reparar errores de malla
Esta es la etapa que muchos diseñadores subestiman. Sin embargo, más de uno de cada cuatro archivos STL presenta errores graves como aristas no-manifold o normales invertidas, según un análisis de 2847 archivos. Estos errores bloquean o comprometen directamente la impresión.
Aquí están los cuatro términos clave que debe dominar:
- Watertight (estanco): el modelo está cerrado como un volumen sólido, sin aberturas. Es una condición necesaria para que el slicer pueda calcular el interior y el exterior de la pieza.
- Manifold: cada arista de la malla es compartida por exactamente dos caras. Una arista conectada a tres o más caras crea una ambigüedad geométrica que la impresora no puede resolver.
- Normales: cada cara de la malla tiene una dirección “exterior”. Si algunas normales apuntan hacia el interior, el slicer genera trayectorias incorrectas o zonas vacías.
- Agujeros: las caras que faltan en la malla dejan aberturas que el slicer interpreta como indefinidas.
La geometría estanca y manifold es indispensable para que los slicers generen trayectorias de extrusión correctas. Un modelo que viola estas reglas produce una impresión fallida o una pieza con zonas sin rellenar.
Flujo de trabajo de verificación y reparación en cinco pasos
- Exportar el archivo con una tolerancia de superficie entre 0,01 mm y 0,05 mm para equilibrar precisión y peso del archivo.
- Analizar la malla en su herramienta preferida (Polyvia3D, Meshmixer o Blender con el módulo “3D Print Toolbox”).
- Identificar las zonas problemáticas: normales invertidas, aristas no-manifold, agujeros abiertos.
- Aplicar las correcciones automáticamente o manualmente según la gravedad y la complejidad del modelo.
- Reexportar y verificar una segunda vez antes de pasar al slicer.
Consejo profesional: Para archivos confidenciales (prototipos industriales, piezas patentadas), evite las herramientas de reparación en línea que almacenan sus datos en servidores de terceros. Prefiera Meshmixer, Blender o Polyvia3D en modo local para mantener el control total de sus archivos.
Optimizar el modelo antes del laminado
Una vez que la malla está sana, la optimización del propio modelo condiciona la calidad, el coste y el tiempo de impresión. Esta fase a menudo es descuidada por los principiantes, pero es donde los profesionales marcan la diferencia.
Espesor de pared y tolerancias
El espesor mínimo de las paredes depende directamente del diámetro de su boquilla y del material utilizado. Por regla general, una pared debe tener al menos el doble del diámetro de la boquilla (es decir, 0,8 mm para una boquilla estándar de 0,4 mm). Por debajo de esto, el slicer puede simplemente ignorar la pared y no imprimirla.

Piense también en elegir su material desde el diseño. El PLA es fácil de imprimir, pero su temperatura de transición vítrea de alrededor de 50 °C lo hace inadecuado para piezas expuestas al calor o al exterior. El PETG y el ASA ofrecen una resistencia mecánica y térmica mucho mejor para piezas técnicas. Esta decisión influye directamente en los ajustes de impresión, las tolerancias dimensionales e incluso la orientación de la pieza.
Orientación y gestión de soportes
La orientación óptima de la pieza reduce los soportes, mejora la precisión dimensional y la calidad de la superficie. Estos son los principios a recordar:
- Los voladizos de menos de 45° con respecto a la vertical generalmente se imprimen sin soporte.
- Posicionar la superficie más crítica hacia arriba evita las marcas de soporte.
- Las piezas largas y delgadas se comportan mejor de pie que planas, especialmente para los cilindros.
- La cara de contacto con la base debe ser plana y lo suficientemente ancha para asegurar la adherencia.
Consejo profesional: Pruebe varias orientaciones en su slicer antes de iniciar la impresión. La mayoría de los slicers modernos (PrusaSlicer, Bambu Studio, Cura) muestran una estimación del volumen de soporte generado. Elija la orientación que minimice este volumen, no solo la que le parezca lógicamente visual.
Corte del modelo para piezas complejas
Algunas geometrías complejas no necesitan imprimirse en un solo bloque. El corte en el slicer (herramienta de corte en PrusaSlicer, por ejemplo) permite imprimir las partes por separado, eliminar los soportes internos de difícil acceso y controlar las tolerancias de ensamblaje. Este enfoque, bien conocido por los ingenieros industriales, es accesible para todos y ahorra material y tiempo. Para profundizar, nuestro artículo sobre la optimización del diseño 3D detalla casos concretos de aplicación.
Preparación final en el slicer
El slicer es su última red de seguridad antes de la impresión. Úselo como herramienta de validación, no solo como convertidor de archivos.
Las verificaciones indispensables
- Controlar la escala y las unidades: verifique que las dimensiones mostradas en el slicer correspondan a las dimensiones reales de su modelo. Un archivo STL exportado en pulgadas y abierto por un slicer configurado en milímetros producirá una pieza 25 veces más grande o más pequeña.
- Analizar la previsualización del laminado: inspeccione las capas en las zonas críticas (voladizos, detalles finos, paredes delgadas) para detectar zonas sin rellenar o trayectorias aberrantes.
- Ajustar los parámetros según el material: la temperatura de la boquilla, la velocidad de impresión, la altura de capa y la ventilación varían significativamente entre PLA, PETG y ASA.
- Verificar los soportes generados: asegúrese de que lleguen a las zonas que los necesitan y que no interfieran con las zonas estéticas.
- Exportar en el formato correcto: G-code para impresoras FDM clásicas, o formato propietario para impresoras conectadas (Bambu Lab, Ultimaker S-series).
Parámetros clave según el uso
| Parámetro | Prototipo rápido | Pieza técnica | Pieza estética |
|---|---|---|---|
| Altura de capa | 0,2 a 0,3 mm | 0,1 a 0,15 mm | 0,1 mm o menos |
| Relleno | 10 a 20% | 40 a 80% | 20 a 40% |
| Perímetros | 2 | 3 a 4 | 3 |
| Soportes | Según necesidad | Minimizar | Evitar si es posible |
La validación en el slicer no debe limitarse a la reparación del archivo: hay que confirmar la orientación final y controlar visualmente cada zona sensible antes de enviar el archivo a la impresora.
Errores frecuentes y cómo evitarlos
Incluso un flujo de trabajo bien establecido deja espacio para errores recurrentes. Aquí están las señales de alerta y las correcciones a aplicar rápidamente.
- Primera capa que no se adhiere: a menudo relacionada con una escala incorrecta o una superficie de contacto insuficiente. Verifique el nivel de la base y aumente la superficie de adherencia (borde o balsa).
- Soportes arrancados que dañan la pieza: la orientación no es óptima, o los parámetros de separación de los soportes son demasiado agresivos.
- Desplazamientos de capa (layer shifting): puede provenir de un archivo G-code corrupto en la exportación o de un problema mecánico, pero verifique primero el archivo fuente.
- Zonas sin rellenar o vacíos internos: síntoma clásico de un modelo no-manifold. Vuelva al paso de reparación de la malla.
- Dimensiones incorrectas en la pieza final: error de unidad en la exportación o tolerancia STL demasiado alta que degrada la geometría.
A tener en cuenta: Los modelos generados por IA presentan frecuentemente topologías no-manifold, agujeros y caras internas parásitas. Nunca los envíe directamente al slicer sin pasar por una etapa de limpieza y reparación de la malla.
Para calificar sus archivos antes de la impresión, la guía de Ohmycad sobre la calificación de archivos 3D propone un método estructurado en cinco pasos.
Mi opinión sobre las herramientas de IA para la preparación 3D
Por Victor
He observado en los últimos años una verdadera aceleración de las herramientas de IA aplicadas al modelado y la preparación de archivos 3D. La promesa es seductora: generar un modelo a partir de una imagen, detectar automáticamente los errores de malla, optimizar la orientación con un clic. Y honestamente, en algunos puntos, cumple sus promesas.
Pero esto es lo que he aprendido en la práctica: la topología generada por IA sigue siendo imperfecta para la impresión directa sin limpieza. Los modelos brutos de IA contienen regularmente caras internas, geometrías no cerradas y zonas no-manifold que las herramientas de reparación automática no siempre corrigen correctamente. Lo he visto en proyectos de prototipado rápido donde los equipos perdieron más tiempo corrigiendo las salidas de IA que modelando correctamente desde el principio.
Lo que recomiendo: utilice la IA para acelerar las fases creativas y las verificaciones iniciales, pero no elimine el paso de control manual de la malla. Herramientas como Blender o Polyvia3D en local siguen siendo sus mejores aliados para validar antes de imprimir. El dominio de las herramientas de modelado de superficies sigue marcando la diferencia entre un archivo que se imprime a la primera y uno que requiere tres intentos.
— Victor
Optimice sus proyectos 3D con Ohmycad
Preparar un archivo 3D para la impresión es una habilidad que se perfecciona con la práctica, pero también con las herramientas adecuadas. En Ohmycad, acompañamos a profesionales y aficionados en el dominio de las soluciones CAD más fiables del mercado.
La plataforma 3DEXPERIENCE en la nube centraliza sus archivos CAD, facilita la colaboración entre equipos y reduce los riesgos de errores relacionados con múltiples versiones de archivos. Para profundizar en la organización de sus datos de diseño, nuestro guía sobre la organización de archivos CAD le ofrece un método claro e inmediatamente aplicable. Contacte con nuestro equipo para un acompañamiento personalizado adaptado a sus necesidades.
PREGUNTAS FRECUENTES
¿Qué formato utilizar para preparar un archivo 3D para la impresión?
El formato 3MF se recomienda para proyectos modernos porque integra metadatos (materiales, colores, unidades) y reduce los errores de escala. El STL sigue siendo relevante para la compatibilidad universal con sistemas antiguos.
¿Cómo detectar si un modelo 3D es imprimible?
Verifique que el modelo sea watertight (estanco), manifold y sin normales invertidas. Herramientas como Blender (3D Print Toolbox) o Polyvia3D permiten detectar estos errores automáticamente antes de pasar al slicer.
¿Por qué mis dimensiones son incorrectas después de la impresión?
La causa más frecuente es una incompatibilidad de unidades entre el software de modelado y el slicer, o una tolerancia STL demasiado alta en la exportación. Verifique que sus unidades estén bien configuradas en ambos programas.
¿Los modelos 3D generados por IA son directamente imprimibles?
No. Los modelos brutos de IA contienen frecuentemente errores de topología (agujeros, caras internas, zonas no-manifold) que requieren una etapa de limpieza y reparación antes de la impresión.
¿Cómo reducir los soportes de impresión en una pieza compleja?
Oriente la pieza para que los voladizos queden por debajo de 45°. Si la geometría no lo permite, utilice la herramienta de corte (cut tool) en su slicer para dividir la pieza en partes imprimibles por separado y luego ensámblelas.