TL;DR:
- Ein schlechter Leitfaden zur Vorbereitung für den 3D-Druck führt oft zu misslungenen Teilen – obwohl das Modell fertig und der Drucker bereit ist. Prüfung, Mesh-Reparatur und eine gute Ausrichtung vor dem Slicing sichern den Erfolg, insbesondere bei Multimaterial-Projekten mit dem 3MF-Format. Entscheidend ist, die richtigen Tools zu nutzen, um jeden Schritt – von der Datei bis zum finalen Parameter – zu optimieren, häufige Fehler zu vermeiden und eine hochwertige Druckqualität sicherzustellen.
Ihr 3D-Modell ist fertig, der Drucker steht bereit – und trotzdem schlägt der Druck fehl. Dieses Szenario ist deutlich häufiger, als man denkt. Ein schlechter Leitfaden zur Vorbereitung für den 3D-Druck ist oft die Hauptursache für misslungene Teile, falsch platzierte Stützstrukturen oder fehlerhafte Abmessungen. Dieser Praxisleitfaden begleitet Sie Schritt für Schritt – von den Dateiformaten bis zum finalen Slicing –, damit Ihre Projekte ohne böse Überraschungen gelingen. Ob Sie als professioneller Konstrukteur mit SOLIDWORKS arbeiten oder als engagierter Hobbyanwender: Jeder hier behandelte Schritt erspart Ihnen, einen kostspieligen Druck von Grund auf neu starten zu müssen.
Inhaltsverzeichnis
- Kernpunkte
- 3D-Dateiformate für den Druck
- Mesh-Fehler diagnostizieren und beheben
- Das Modell vor dem Slicing optimieren
- Finale Vorbereitung im Slicer
- Häufige Fehler und wie Sie sie vermeiden
- Mein Blick auf KI-Tools für die 3D-Vorbereitung
- Optimieren Sie Ihre 3D-Projekte mit Ohmycad
- FAQ
Kernpunkte
| Punkt | Details |
|---|---|
| Das richtige Format wählen | Das 3MF-Format bietet für moderne Multimaterial-Projekte mehr Zuverlässigkeit als STL. |
| Mesh zuerst korrigieren | Ein nicht-manifoldes Modell oder eines mit Löchern führt direkt zu Druckfehlschlägen. |
| Das Bauteil intelligent ausrichten | Eine gute Ausrichtung reduziert Stützstrukturen, verbessert die Oberfläche und senkt den Materialverbrauch. |
| Vor dem Drucken im Slicer validieren | Das Prüfen von Maßstab, Stützstrukturen und Materialparametern verhindert Nachdrucke. |
| Fehler bereits bei der Konstruktion antizipieren | Material und Wandstärke schon beim Modellieren festzulegen, verhindert funktionale Enttäuschungen. |
3D-Dateiformate für den Druck
Noch bevor Sie Ihren Slicer öffnen, bestimmt das Exportformat Ihres Modells einen großen Teil der finalen Qualität. Zwei Formate dominieren den Markt im Jahr 2026: STL und 3MF.
STL bleibt der universelle Standard. Praktisch alle Slicer und Druckdienstleister akzeptieren es ohne Einschränkungen. Sein Schwachpunkt: Es enthält nur rohe geometrische Meshes – ohne Informationen zu Farben, Materialien oder Einheiten. Dieser Kontextmangel führt häufig zu Skalierungsproblemen, insbesondere wenn die Datei von einer Software in eine andere übertragen wird.
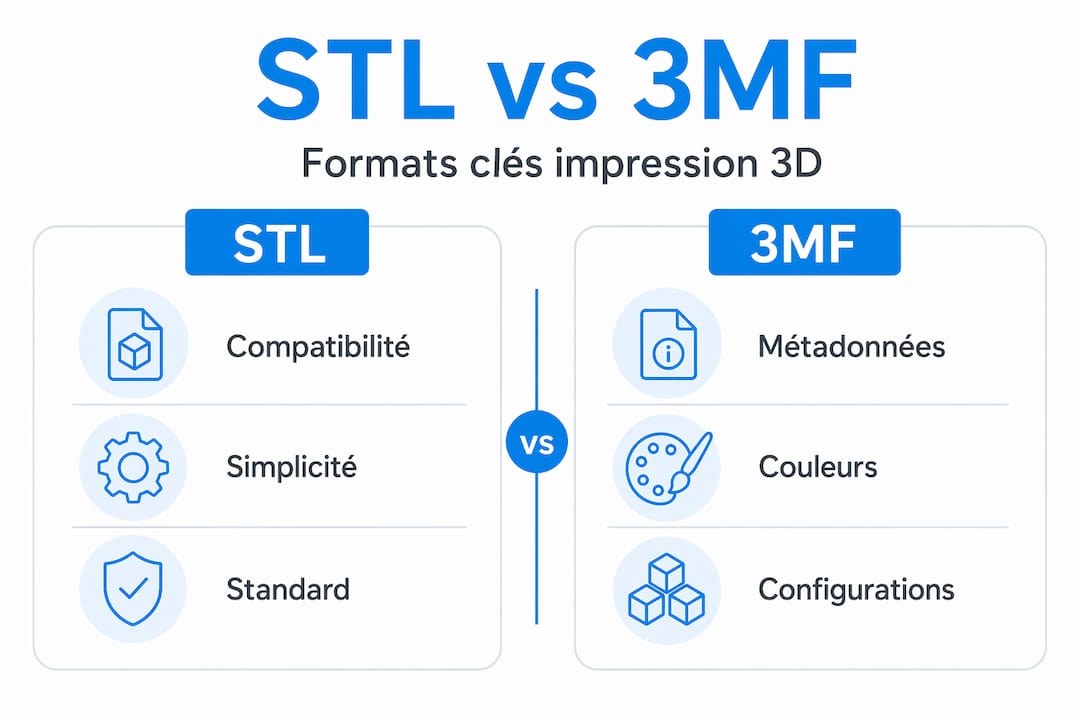
3MF bietet mehr Informationsgehalt: Es integriert Metadaten (Materialien, Farben, Einheiten, Druckkonfiguration), wodurch Skalierungsfehler stark reduziert und Multimaterial-Workflows vereinfacht werden. Für einen Prototyp eines technischen Bauteils oder einen Mehrfarbendruck ist 3MF klar überlegen.
Vergleich STL vs. 3MF
| Kriterium | STL | 3MF |
|---|---|---|
| Universelle Kompatibilität | Sehr hoch | Gut (zunehmend) |
| Unterstützung von Farben | Nein | Ja |
| Materialverwaltung | Nein | Ja |
| Druck-Metadaten | Nein | Ja |
| Risiko von Skalierungsfehlern | Hoch | Gering |
| Dateigröße | Variabel | Kompakter |
Als Orientierung: Nutzen Sie STL für einen einfachen Prototyp oder wenn der Druckdienstleister es verlangt. Wählen Sie 3MF, sobald Sie mit Baugruppen, Multimaterial-Teilen oder Projekten arbeiten, die zwischen mehreren Tools wechseln. Wenn Sie mehr über die für jedes Format geeigneten Modellierungsmethoden erfahren möchten, lesen Sie unseren Leitfaden zu effizienten Modellierungsmethoden.
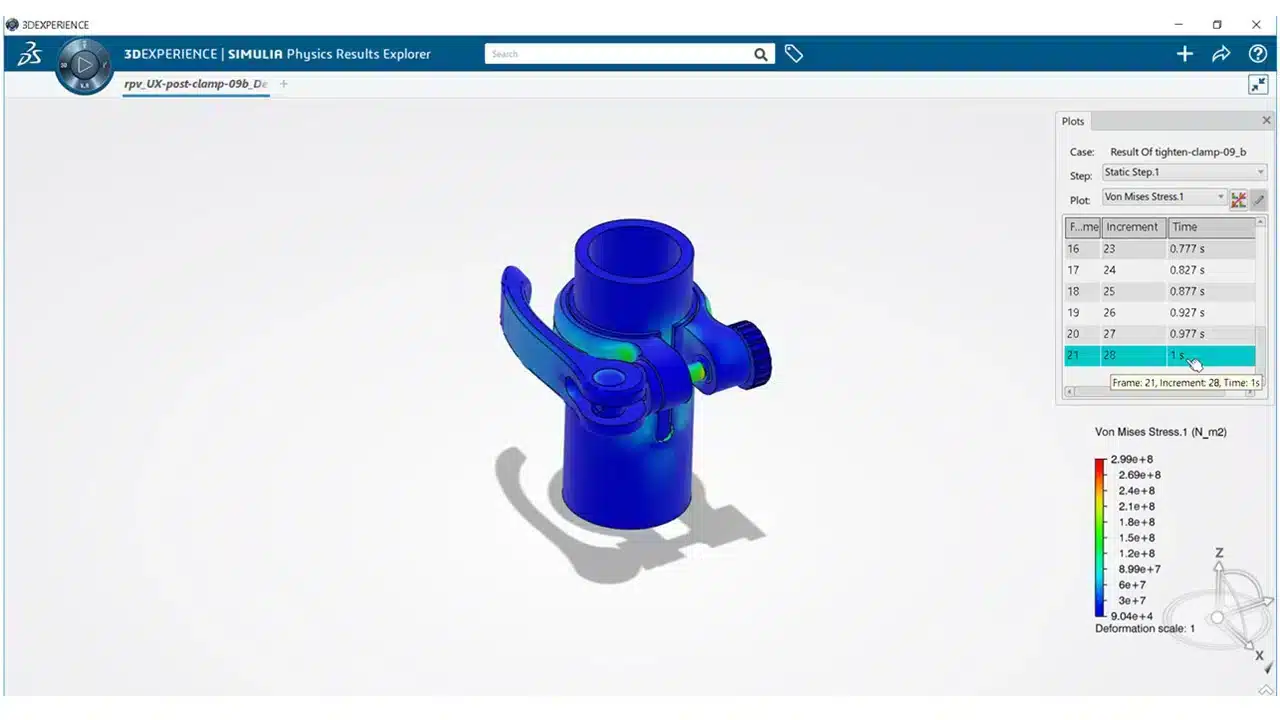
Mesh-Fehler diagnostizieren und beheben
Das ist der Schritt, den viele Konstrukteure unterschätzen. Dabei weist laut einer Analyse von 2847 Dateien mehr als jede vierte STL-Datei gravierende Fehler wie nicht-manifold Kanten oder invertierte Normalen auf. Diese Fehler blockieren oder beeinträchtigen den Druck direkt.
Hier sind die vier wichtigsten Begriffe, die Sie beherrschen sollten:
- Watertight (dicht): Das Modell ist wie ein solides Volumen geschlossen, ohne Öffnungen. Das ist Voraussetzung, damit der Slicer Innen- und Außenseite des Bauteils berechnen kann.
- Manifold: Jede Kante des Meshes wird von genau zwei Flächen geteilt. Eine Kante, die mit drei oder mehr Flächen verbunden ist, erzeugt eine geometrische Mehrdeutigkeit, die der Drucker nicht auflösen kann.
- Normalen: Jede Fläche des Meshes hat eine „Außen“-Richtung. Zeigen einige Normalen nach innen, erzeugt der Slicer falsche Bahnen oder leere Bereiche.
- Löcher: Fehlende Flächen im Mesh hinterlassen Öffnungen, die der Slicer als undefiniert interpretiert.
Eine dichte und manifold Geometrie ist unverzichtbar, damit Slicer korrekte Extrusionsbahnen erzeugen. Ein Modell, das diese Regeln verletzt, führt entweder zu einem Fehldruck oder zu einem Bauteil mit nicht gefüllten Bereichen.
Workflow zur Prüfung und Reparatur in fünf Schritten
- Datei exportieren mit einer Oberflächentoleranz zwischen 0,01 mm und 0,05 mm, um Präzision und Dateigröße auszubalancieren.
- Mesh analysieren in Ihrem bevorzugten Tool (Polyvia3D, Meshmixer oder Blender mit dem Modul „3D Print Toolbox“).
- Problemzonen identifizieren: invertierte Normalen, nicht-manifold Kanten, offene Löcher.
- Korrekturen anwenden – je nach Schweregrad und Komplexität des Modells automatisch oder manuell.
- Erneut exportieren und prüfen, bevor Sie in den Slicer wechseln.
Profi-Tipp: Bei vertraulichen Dateien (Industrieprototypen, patentierte Teile) vermeiden Sie Online-Reparaturtools, die Ihre Daten auf Servern Dritter speichern. Bevorzugen Sie Meshmixer, Blender oder Polyvia3D lokal, um die volle Kontrolle über Ihre Dateien zu behalten.
Das Modell vor dem Slicing optimieren
Sobald das Mesh sauber ist, bestimmt die Optimierung des Modells selbst Qualität, Kosten und Druckzeit. Diese Phase wird von Einsteigern oft vernachlässigt – hier machen Profis den Unterschied.
Wandstärke und Toleranzen
Die minimale Wandstärke hängt direkt vom Düsendurchmesser und dem verwendeten Material ab. Als Faustregel sollte eine Wand mindestens doppelt so dick sein wie der Düsendurchmesser (also 0,8 mm bei einer Standarddüse von 0,4 mm). Darunter kann der Slicer die Wand schlicht ignorieren und nicht drucken.

Denken Sie auch daran, Ihr Material bereits bei der Konstruktion festzulegen. PLA ist leicht zu drucken, aber seine Glasübergangstemperatur von etwa 50 °C macht es ungeeignet für Teile, die Hitze oder Witterung ausgesetzt sind. PETG und ASA bieten für technische Bauteile eine deutlich bessere mechanische und thermische Beständigkeit. Diese Entscheidung beeinflusst direkt die Druckeinstellungen, die Maßtoleranzen und sogar die Ausrichtung des Bauteils.
Ausrichtung und Support-Management
Die optimale Ausrichtung des Bauteils reduziert Stützstrukturen, verbessert die Maßgenauigkeit und die Oberflächenqualität. Merken Sie sich folgende Grundsätze:
- Überhänge von weniger als 45° zur Vertikalen lassen sich in der Regel ohne Support drucken.
- Wenn Sie die kritischste Oberfläche nach oben ausrichten, vermeiden Sie Support-Abdrücke.
- Lange, dünne Teile verhalten sich stehend besser als liegend – insbesondere Zylinder.
- Die Kontaktfläche zum Druckbett sollte eben und ausreichend groß sein, um die Haftung sicherzustellen.
Profi-Tipp: Testen Sie mehrere Ausrichtungen in Ihrem Slicer, bevor Sie den Druck starten. Die meisten modernen Slicer (PrusaSlicer, Bambu Studio, Cura) zeigen eine Schätzung des erzeugten Support-Volumens an. Wählen Sie die Ausrichtung, die dieses Volumen minimiert – nicht nur die, die Ihnen optisch logisch erscheint.
Modellaufteilung für komplexe Bauteile
Einige komplexe Geometrien müssen nicht aus einem Stück gedruckt werden. Das Zerschneiden im Slicer (z. B. das Cut Tool in PrusaSlicer) ermöglicht es, Teile separat zu drucken, schwer zugängliche interne Supports zu vermeiden und die Pass-/Montagetoleranzen zu steuern. Dieser Ansatz, in der Industrie gut bekannt, ist für alle zugänglich und spart Material und Zeit. Wenn Sie tiefer einsteigen möchten, erläutert unser Artikel zur Optimierung der 3D-Konstruktion konkrete Anwendungsfälle.
Finale Vorbereitung im Slicer
Der Slicer ist Ihr letztes Sicherheitsnetz vor dem Druck. Nutzen Sie ihn als Validierungswerkzeug – nicht nur als Dateikonverter.
Unverzichtbare Prüfungen
- Maßstab und Einheiten prüfen: Stellen Sie sicher, dass die im Slicer angezeigten Abmessungen den realen Abmessungen Ihres Modells entsprechen. Eine STL-Datei, die in Zoll exportiert und in einem auf Millimeter eingestellten Slicer geöffnet wird, erzeugt ein Teil, das 25-mal zu groß oder zu klein ist.
- Slicing-Vorschau analysieren: Prüfen Sie die Schichten in kritischen Bereichen (Überhänge, feine Details, dünne Wände), um nicht gefüllte Zonen oder abweichende Bahnen zu erkennen.
- Parameter je nach Material anpassen: Düsentemperatur, Druckgeschwindigkeit, Schichthöhe und Lüftung unterscheiden sich deutlich zwischen PLA, PETG und ASA.
- Generierte Supports prüfen: Stellen Sie sicher, dass sie die benötigten Bereiche erreichen und keine sichtbaren Flächen beeinträchtigen.
- Im richtigen Format exportieren: G-Code für klassische FDM-Drucker oder ein proprietäres Format für vernetzte Drucker (Bambu Lab, Ultimaker S-series).
Schlüsselparameter je nach Einsatz
| Parameter | Schneller Prototyp | Technisches Bauteil | Optisches Bauteil |
|---|---|---|---|
| Schichthöhe | 0,2 bis 0,3 mm | 0,1 bis 0,15 mm | 0,1 mm oder weniger |
| Infill | 10 bis 20% | 40 bis 80% | 20 bis 40% |
| Perimeter | 2 | 3 bis 4 | 3 |
| Supports | Je nach Bedarf | Minimieren | Wenn möglich vermeiden |
Die Validierung im Slicer darf nicht bei der Dateireparatur enden: Bestätigen Sie die finale Ausrichtung und kontrollieren Sie vor dem Senden an den Drucker jede sensible Zone visuell.
Häufige Fehler und wie Sie sie vermeiden
Selbst ein gut eingespielter Workflow lässt Raum für wiederkehrende Fehler. Hier sind Warnsignale und Korrekturen, die Sie schnell umsetzen sollten.
- Erste Schicht haftet nicht: häufig durch falsche Skalierung oder eine zu kleine Kontaktfläche bedingt. Prüfen Sie die Bettnivellierung und erhöhen Sie die Haftfläche (Brim oder Raft).
- Abgerissene Supports beschädigen das Bauteil: Die Ausrichtung ist nicht optimal oder die Trennparameter der Supports sind zu aggressiv.
- Layer Shifting (Schichtversatz): kann von einer beim Export beschädigten G-Code-Datei oder einem mechanischen Problem kommen – prüfen Sie jedoch zuerst die Quelldatei.
- Nicht gefüllte Bereiche oder interne Hohlräume: ein klassisches Symptom eines nicht-manifold Modells. Gehen Sie zurück zur Mesh-Reparatur.
- Falsche Abmessungen am finalen Bauteil: Einheitenfehler beim Export oder eine zu hohe STL-Toleranz, die die Geometrie verschlechtert.
Merke: KI-generierte Modelle weisen häufig nicht-manifold Topologien, Löcher und störende interne Flächen auf. Senden Sie sie niemals direkt an den Slicer, ohne zuvor das Mesh zu bereinigen und zu reparieren.
Um Ihre Dateien vor dem Druck zu qualifizieren, bietet der Ohmycad-Leitfaden zur Qualifizierung von 3D-Dateien eine strukturierte Methode in fünf Schritten.
Mein Blick auf KI-Tools für die 3D-Vorbereitung
Von Victor
In den letzten Jahren habe ich eine echte Beschleunigung bei KI-Tools beobachtet, die auf Modellierung und Vorbereitung von 3D-Dateien angewendet werden. Das Versprechen ist verlockend: ein Modell aus einem Bild generieren, Mesh-Fehler automatisch erkennen, die Ausrichtung mit einem Klick optimieren. Und ehrlich gesagt: In manchen Punkten hält es, was es verspricht.
In der Praxis habe ich jedoch Folgendes gelernt: Die von KI erzeugte Topologie bleibt für den direkten Druck ohne Bereinigung unvollkommen. Roh-KI-Modelle enthalten regelmäßig interne Flächen, nicht geschlossene Geometrien und nicht-manifold Bereiche, die automatische Reparaturtools nicht immer korrekt beheben. Ich habe das bei Rapid-Prototyping-Projekten gesehen, bei denen Teams mehr Zeit damit verloren haben, KI-Outputs zu korrigieren, als von Anfang an sauber zu modellieren.
Meine Empfehlung: Nutzen Sie KI, um kreative Phasen und erste Prüfungen zu beschleunigen, aber lassen Sie die manuelle Mesh-Kontrolle nicht weg. Tools wie Blender oder Polyvia3D lokal bleiben Ihre besten Verbündeten, um vor dem Druck zu validieren. Die Beherrschung der Werkzeuge zur Flächenmodellierung macht weiterhin den Unterschied zwischen einer Datei, die beim ersten Versuch gelingt, und einer, die drei Anläufe benötigt.
— Victor
Optimieren Sie Ihre 3D-Projekte mit Ohmycad
Eine 3D-Datei für den Druck vorzubereiten ist eine Fähigkeit, die sich mit der Praxis verfeinert – aber auch mit den richtigen Tools. Bei Ohmycad unterstützen wir Profis und Hobbyanwender dabei, die zuverlässigsten CAD-Lösungen am Markt zu beherrschen.
Die Plattform 3DEXPERIENCE in der Cloud zentralisiert Ihre CAD-Dateien, erleichtert die Zusammenarbeit zwischen Teams und reduziert das Fehlerrisiko durch mehrere Dateiversionen. Wenn Sie Ihre Konstruktionsdaten besser organisieren möchten, bietet unser Leitfaden zur Organisation von CAD-Dateien eine klare und sofort anwendbare Methode. Kontaktieren Sie unser Team für eine individuelle Begleitung, die auf Ihre Bedürfnisse zugeschnitten ist.
FAQ
Welches Format sollte man verwenden, um eine 3D-Datei für den Druck vorzubereiten?
Für moderne Projekte wird das 3MF-Format empfohlen, da es Metadaten (Materialien, Farben, Einheiten) integriert und Skalierungsfehler reduziert. STL bleibt für die universelle Kompatibilität mit älteren Systemen relevant.
Wie erkennt man, ob ein 3D-Modell druckbar ist?
Prüfen Sie, ob das Modell watertight (dicht), manifold und frei von invertierten Normalen ist. Tools wie Blender (3D Print Toolbox) oder Polyvia3D können diese Fehler automatisch erkennen, bevor Sie in den Slicer wechseln.
Warum sind meine Abmessungen nach dem Druck falsch?
Die häufigste Ursache ist eine Inkompatibilität der Einheiten zwischen der Modellierungssoftware und dem Slicer oder eine zu hohe STL-Toleranz beim Export. Prüfen Sie, ob Ihre Einheiten in beiden Programmen korrekt eingestellt sind.
Sind KI-generierte 3D-Modelle direkt druckbar?
Nein. Roh-KI-Modelle enthalten häufig Topologiefehler (Löcher, interne Flächen, nicht-manifold Bereiche), die vor dem Druck eine Bereinigung und Reparatur erfordern.
Wie kann man die Stützstrukturen bei einem komplexen Bauteil reduzieren?
Richten Sie das Bauteil so aus, dass Überhänge unter 45° bleiben. Wenn die Geometrie das nicht zulässt, nutzen Sie das Cut Tool in Ihrem Slicer, um das Bauteil in separat druckbare Teile zu zerlegen und anschließend zu montieren.